
菜单产品中心Product center



产品说明
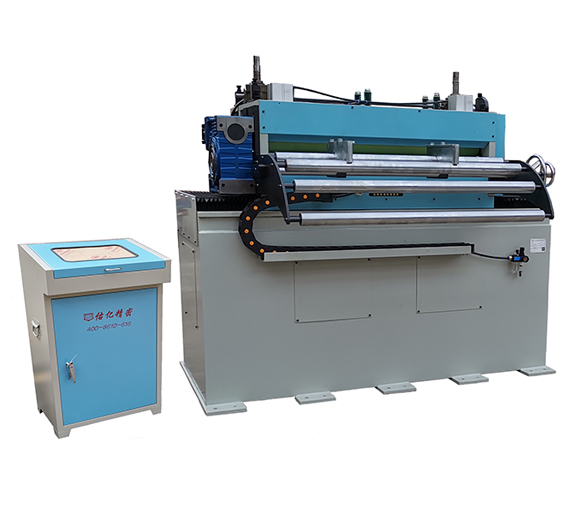
厚板整平机图片

带钢厚板矫正机特点:
1、矫正轮使用实心轴承钢,高频热处理后研磨、镀硬铬,经本机矫正后光滑平顺无压痕,不损材料表面。
2、厚板矫正机机可单独使用,同时可配合MT型、CR型材料架一并使用,效果良好。
3、采用大型气缸压料,矫正调节采用同步蜗轮、蜗杆调节,手柄转动一圈,矫正上轮仅下降1mm可作精细的调整。
4、厚板矫正机机高刚性机械结构,大马力的输出,可作高速稳定的送料,提升生产效率,延长设备使用年限。
5、整平轮为上下同步传动,避免表面刮伤和压伤
6、采用日本电滚接触挚及电子零件,故障少,寿命长。
标准款厚板整平机技术参数:
型 式
HCL—150
HCL—200
HCL—300
HCL—400
HCL—500
HCL—600
HCL—800
HCL—150A
HCL—200A
HCL—300A
HCL—400A
HCL—500A
HCL—600A
HCL—800A
宽 度mm
150
200
300
400
500
600
800
材料厚度mm
0.5—4.5
0.5—4.5
0.5—4.5
0.5—4.5
0.5—4.5
0.5—4.5
0.5—4.5
1—6
1—6
1—6
1—6
1—6
1—6
1—6
矫正速度m/min
15
15
15
15
15
15
15
减速机
1:30
1:30
1:30
1:30
1:30
1:30
1:30
马达HP
3
3
3
3
5
5
7.5
3
3
3
5
5
7.5
7.5
送料滚轮
Φ90×2
Φ117×2
Φ90×2
Φ117×2
Φ90×2
Φ117×2
Φ90×2
Φ117×2
Φ90×2
Φ117×2
Φ90×2
Φ117×2
Φ90×2
Φ117×2
Φ120×2
Φ145×2
Φ120×2
Φ145×2
Φ120×2
Φ145×2
Φ120×2
Φ145×2
Φ120×2
Φ145×2
Φ120×2
Φ145×2
Φ120×2
Φ145×2
矫正滚轮
Φ72×7
Φ72×7
Φ72×7
Φ72×7
Φ72×7
Φ72×7
Φ72×7
Φ85×9
Φ85×9
Φ85×9
Φ85×9
Φ85×9
Φ85×9
Φ85×9
生产线实例











 4008-610-616
4008-610-616