
菜单产品中心Product center



产品说明
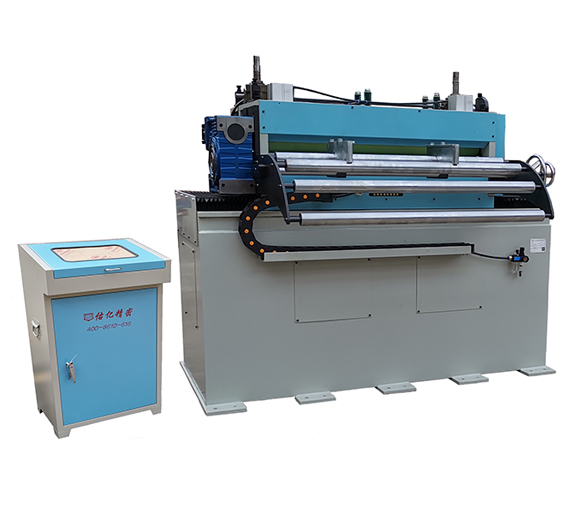
双头开卷机图片

此款是无力力双头放料架,根据客户要求特殊定制款。
双头开卷机特点:
1、双头开卷机本机由机架、主轴箱体、载料架三大部分组成,结构简单。
2、整体结构紧凑,体积小、占地面积少,节省场地成本。
3、设备整体用料扎实,运行过程平稳,故障少,寿命长。
4、双头材料架节省换料时间,提高生产效率。
5、机头可旋转180度,直接换用另一卷材料,换料方便又省时、省力.
6、双头料架其底部有一个圆台状基座,基座采用下粗上细的结构有效降低了料架重心
7、可适用于各种金属与金属卷材的连续冲压加工。
8、采用精密微调装置,适用于精密加工程度较高的产品。
9、采用双头双边单独电控箱控制,可24小时不间断运行
10、基座和旋转座上的转矩非常小,整体结构稳定性较高,且从根本上确保了材料的使用寿命。
11、双头材料架可配合矫正整平机一并使用。
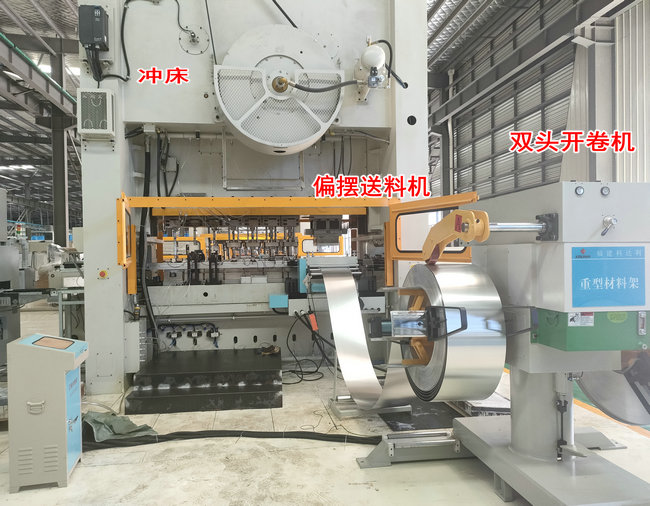
开卷机配整平机,伺服送料机配冲床生产线实例










 4008-610-616
4008-610-616